


A RELIABLE METHOD FOR DETERMINING THE FOCAL POINT OF A SINGLE-MODE LASER
RAJMUND POBEREŻNY | PROJECT MANAGER - RMA
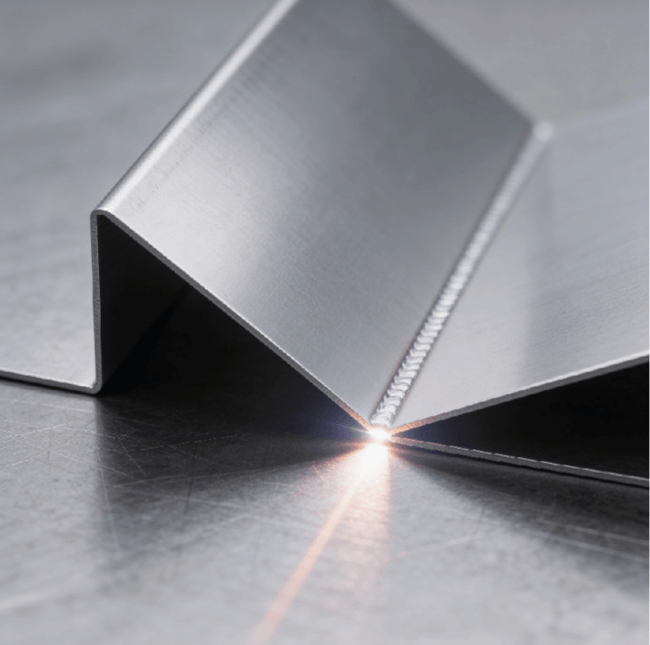
Laser welding processes are playing an increasingly important role in modern industry, driven by a number of converging factors. On one hand, growing demand generates supply, encourages entry of new manufacturers, and intensifies competition for customers — all of which translates into greater market availability and progressively more accessible acquisition and commissioning costs.
On the other hand, advances in laser technology and the competitive pressure among manufacturers are driving improvements in beam quality as well as the development of new products — such as dual-beam infrared lasers with high beam quality, green lasers, and blue lasers. High beam quality, in turn, opens up new application areas, including welding of very thin materials or materials that are considered difficult or impossible to weld using conventional methods.
Lasers of this type are rapidly gaining ground in the battery manufacturing industry, where — due to cost and technical optimization requirements — materials with significantly different properties and thicknesses in the range of 250–300µm are frequently joined. These include copper, aluminum, and stainless steel.
In laser welding, there are several fundamental parameters whose precise selection has a decisive impact on the stability of the production process. These are primarily:
The laser power parameter can be further broken down into the power of the inner beam (core) and the outer beam (ring) in the case of dual-beam laser systems. For each beam, it is possible to configure power ramp-up, ramp-down, and so-called power scaling — a gradual reduction of laser power during the process.
Additional critical process parameters include those related to material cleanliness, accurate targeting of the weld location, ensuring zero gap between the materials being joined, and precise determination of the distance between the joint and the welding head optics.
Each laser source has its own accuracy characteristics and specific settings, which may result in discrepancies between the programmed output and the actual power delivered. It is therefore essential to measure laser power both prior to setting up the welding process and periodically throughout production.
Simple industrial power meters are available on the market and operate on the principle of converting the amount of heat generated by a short pulse into a power value. The use of such a meter allows the operator to confirm that the power set in the control program corresponds to the power actually reaching the workpiece, while periodic verification ensures that no contamination has occurred in the beam optical path.
In battery welding applications, 2D, 2.5D, or 3D scanners are the most common solution, owing to the precision and welding speeds involved. These systems — based on galvanometer (galvo) drives — are characterized by exceptional precision in terms of velocity stability and geometry reproduction, and do not require additional monitoring.
The last of the key parameters is the position of the laser beam focal point. This topic encompasses two distinct areas. The first involves measuring the actual position of the workpiece and determining its relative distance from the welding head. This is relatively straightforward, as it concerns measurement of a physical distance between two objects; the key requirement is the use of sufficiently accurate tools to ensure adequate precision and repeatability.
The second area concerns precise determination of the actual distance from the welding head to the laser beam focal point. This task is considerably more complex, as it involves locating the point along the beam axis at which the beam diameter is at its minimum.
Several factors contribute to the difficulty of locating the true focal point of a laser beam — that is, the point along the beam with the smallest diameter. First, a laser beam is not a physical object, which precludes the use of the simplest measuring tools such as rulers, calipers, or micrometers. Furthermore, the majority of lasers used in industrial applications are infrared lasers with a wavelength of approximately 1,060 nm, which falls outside the visible spectrum.
Another factor is the size or diameter of the laser beam at the focal point. For optical setups used in battery manufacturing — including the welding of copper and aluminum — this diameter falls in the range of 45–60µm.
A final key constraint is the physical nature of the laser beam itself. Due to the laws of wave optics and its Gaussian profile, the beam cannot be focused to an infinitely small point; as it approaches the focal point, it forms in the shape of a so-called beam waist. The extent of this region is defined by the Rayleigh length, which represents the distance over which the beam cross-sectional area doubles.
The combined effect of these factors — an infrared wavelength invisible to the naked eye, a focal spot diameter of approximately 50µm, and the beam waist phenomenon — makes it extremely difficult to precisely locate the point along the laser beam axis at which the beam diameter is at its minimum.
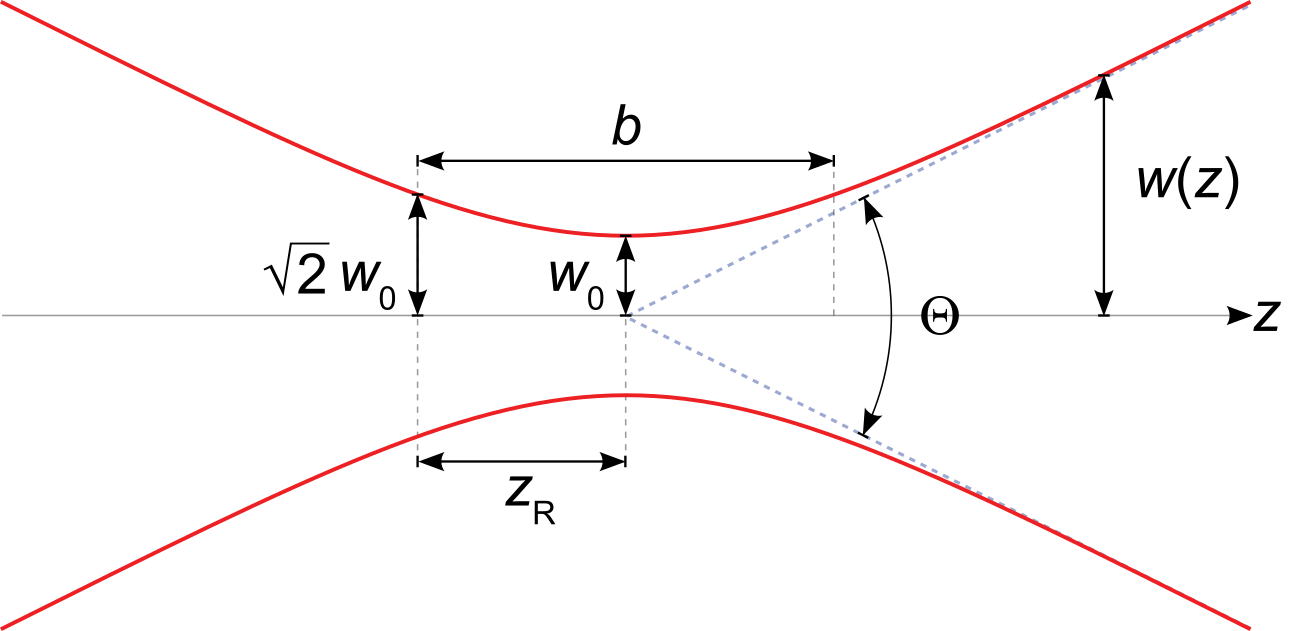
Due to the laws of wave optics, a laser beam cannot be focused to an infinitely small point — as it approaches the focal point, it assumes the shape of a beam waist.
The required measurement accuracy should be matched to the specific process requirements — in particular, the thickness of the materials being joined and the characteristics of the optical system, which directly determine the beam parameters.
For processes involving easily weldable materials such as steel, with material thicknesses expressed in millimeters, lower beam quality lasers are often used, with focal spot diameters of up to 500–700µm. In such cases, a focal point determination accuracy of 0.5 to 1 mm may be sufficient.
However, in processes involving materials classified as difficult or impossible to weld, the use of advanced lasers with high power density and focal spot diameters as small as 50µm is required. These processes often involve very thin materials with thicknesses not exceeding 300µm. For such joints, the expected focal point determination accuracy should fall within the range of 50–100µm.
Several methods are available for determining the laser beam focal position. They differ in complexity — and consequently in precision and equipment cost.
The simplest approach involves generating short laser pulses while incrementally increasing the distance between the welding head and the workpiece (typically an anodized aluminum plate). The result is a series of spots or lines of varying diameter or width, depending on the distance at which each pulse was generated. By identifying which spot has the smallest diameter, it is possible to determine the distance at which the workpiece was positioned at the focal point.
This is an indirect method, as it does not measure the beam itself but rather the effect it produces on the material.
It is characterized by low accuracy for several reasons. The spot size on the plate is significantly larger than the actual laser focal spot diameter due to thermal effects. Identifying which spot is smallest is often subjective and done by visual inspection.
A third factor is the Rayleigh effect — in order to observe any difference in spot diameter, pulses must be generated with large spacing between positions along the beam axis. These spacings are typically 0.5 to 1× the Rayleigh length, which in practice yields values of 0.5–1.5 mm or more, defining the practical accuracy limit of this method.
Due to the laws of wave optics, a laser beam cannot be focused to an infinitely small point — as it approaches the focal point, it assumes the shape of a beam waist.
At the opposite end of the spectrum are advanced methods for direct beam measurement. These methods employ precision optical setups with various types of cameras, filters, and beam absorbers to enable observation and measurement of the beam incident directly on the camera sensor.
In such setups, several to a dozen or more measurements of the beam diameter are typically taken at different positions along the beam axis. The results are then approximated and fitted to the theoretical beam waist profile as described by the Rayleigh model.
This type of solution can achieve measurement accuracy of better than 10µm.
The limitations of this method are the high implementation cost and the additional machine space required to perform measurements freely. These instruments are designed for permanent installation in the machine, meaning a separate unit must be purchased for each machine.
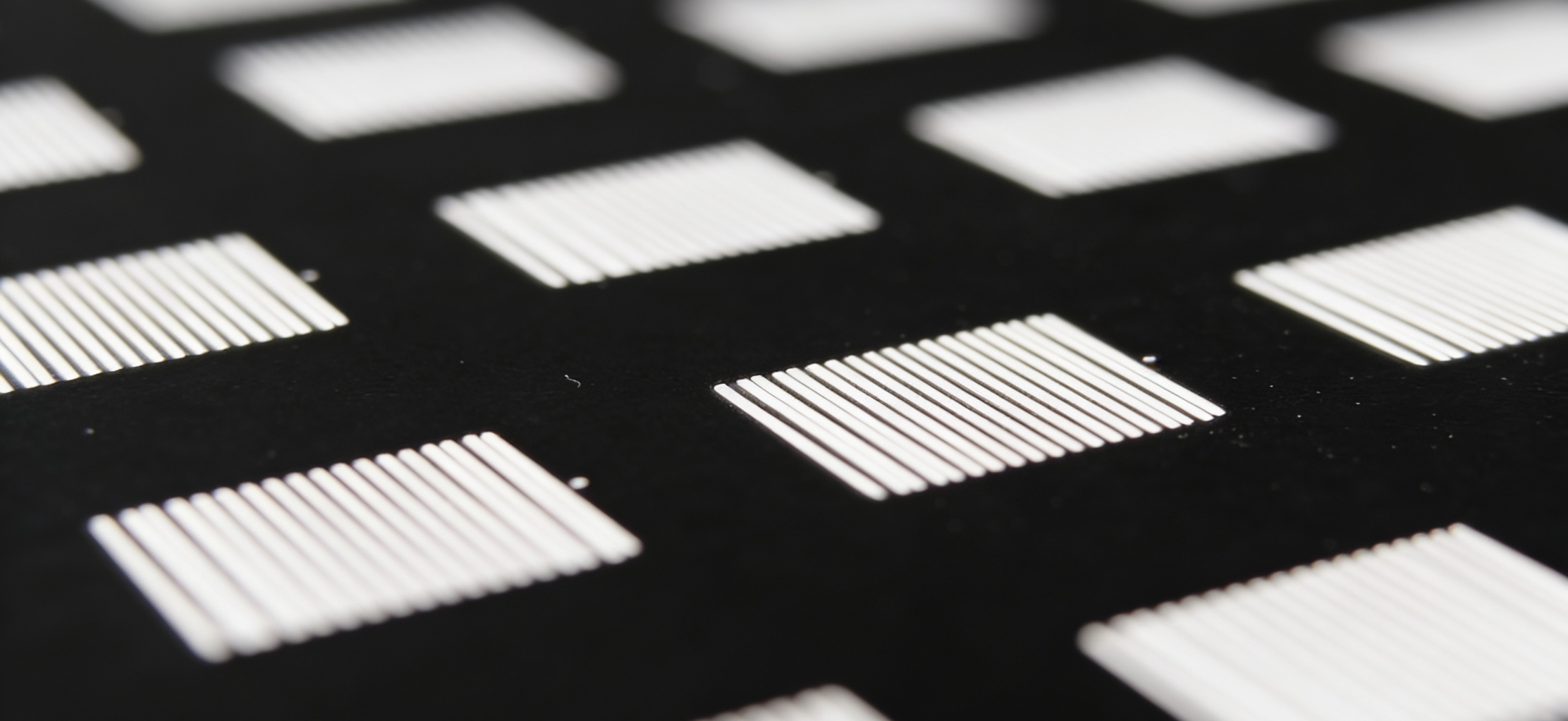
A practical compromise between the two methods described above is the FocusFinder solution developed by RMA. This method is based on engraving a specially designed pattern — consisting of a series of lines — on an appropriately selected material, at multiple positions with different focal offset.
Once engraved, the test plate is scanned using a dedicated high-resolution scanner to enable subsequent numerical processing of the resulting image. The acquired data is then approximated and fitted to an ideal Gaussian beam curve as in the direct measurement method described above. This yields an automatically determined position of the point at which the effective laser beam diameter is at its minimum — i.e., the true focal point of the beam.
The method combines ease of use with numerical data processing, thereby eliminating subjective assessment by the process engineer or machine operator.
This solution can deliver results with an accuracy in the range of 50–100µm — sufficient to ensure a stable welding process for demanding materials in battery module manufacturing.
The focal point determination methods presented above differ in several key respects. The primary distinguishing factors are the achievable precision and the implementation cost.
For laser welding processes used in the production of electric battery modules — particularly for joining bus bars to cells, where thin and often difficult-to-weld materials such as copper are used — a method with a precision of at least 100–150µm should be selected. This approach ensures process stability through correct positioning of the laser beam focal point relative to the workpiece, guaranteeing repeatable conditions. Methods with precision above 500µm generally prove insufficiently accurate when welding materials with thicknesses in the range of 250–300µm.
When considering implementation cost, a significant spread can be observed across methods — from solutions costing a few euros (such as pulsed engraving of aluminum or steel) up to tens of thousands of euros for direct measurement systems based on complex vision setups.
FocusFinder combines ease of use with numerical data processing —
eliminating subjective operator assessment and achieving accuracy down to 50µm.
The optimal solution — combining high measurement accuracy with a rational implementation cost — is RMA's FocusFinder. Depending on the configuration of the laser and welding head optics, it can achieve measurement accuracy of up to 50µm, guaranteeing the stability and repeatability of the welding process.
An additional competitive advantage of this solution is its ability to be used across multiple machines simultaneously, which can significantly reduce both implementation and operating costs.
R&D Laboratory · Gdynia
Contact our R&D team — we test, validate, and optimize laser welding processes for your materials.
Contact us →
