

NIEZAWODNA METODA WYZNACZANIA OGNISKOWEJ LASERA TYPU SINGLE MODE
RAJMUND POBEREŻNY | PROJECT MANAGER - RMA
Procesy spawania laserowego zajmują coraz ważniejsze miejsce w nowoczesnym przemyśle. Jest wiele czynników, które mają na to wpływ. Z jednej strony zwiększony popyt generuje podaż, pojawianie się nowych producentów i walkę o klienta, co przekłada się na coraz większą dostępność ze względu na coraz bardziej przystępny koszt zakupu i uruchomienia.
Z drugiej strony rozwój technologii laserowej i walka producentów o konkurencyjność wpływa na zwiększanie jakości laserów i ich wiązki, a także rozwój nowych produktów – jak np. podczerwone lasery dwuwiązkowe o wiązce wysokiej jakości czy lasery zielone albo niebieskie. Wysoka jakość wiązki laserów z kolei otwiera nowe obszary, w których mogą one być zastosowane, jak na przykład spawanie materiałów bardzo cienkich czy ciężko- lub nie-spawalnych konwencjonalnymi metodami.
Takie lasery w zawrotnym tempie zdobywają rynek w przemyśle produkcji baterii, gdzie ze względu na optymalizację aspektów cenowych oraz technicznych często łączy się materiały o mocno odmiennych właściwościach i grubościach rzędu 250-300μm – np. miedź, aluminium czy stal nierdzewna.
W procesie spawania laserem jest kilka podstawowych parametrów, których precyzyjne dobranie ma kluczowy wpływ na stabilność procesu produkcyjnego. Są to przede wszystkim:
Zagadnienie mocy lasera może być dalej rozbite na moc wiązki wewnętrznej, tzw. „ring” oraz zewnętrznej – „ring” w przypadku użycia lasera dwuwiązkowego. Dalej dla każdej z wiązek możliwe jest ustawienie parametrów mocy dla rampy wejściowej, wyjściowej oraz tzw. scalingu, czyli stopniowego obniżania mocy lasera w trakcie trwania procesu.
Dodatkowymi istotnymi parametrami procesu są m.in. te związane z czystością materiału, poprawnością namierzenia miejsca wykonania spoiny, zapewnieniem braku szczeliny między spawanymi materiałami (tzw. „zero-gap”) oraz precyzyjnym określeniem odległości złącza od optyki głowicy spawającej.
Każde źródło lasera ma swoją dokładność oraz specyficzne ustawienia, co w rezultacie może prowadzić do różnic w nastawach i rzeczywistej mocy na wyjściu. W związku z tym istotne jest to, aby wykonać pomiar mocy lasera zarówno przed przystąpieniem do ustawiania procesu spawania, jak i cyklicznie w trakcie trwania produkcji.
Na rynku dostępne są proste przemysłowe urządzenia do pomiaru mocy działające na zasadzie przeliczenia ilości ciepła wygenerowanego przez krótki impuls na moc. Zastosowanie takiego miernika pozwala upewnić się, że moc zadana w programie sterującym odpowiada tej docierającej w rzeczywistości do spawanych materiałów, a cykliczna weryfikacja pozwala potwierdzić, że w torze optycznym wiązki nie doszło do zanieczyszczeń.
W procesach bateryjnych, ze względu na precyzję oraz prędkości spawania, najczęstszym rozwiązaniem jest zastosowanie skanerów 2D, 2.5D czy 3D. Rozwiązania te, ze względu na swoją konstrukcję opartą o napędy galvo, charakteryzują się niezwykłą precyzją, jeśli chodzi o stabilność zadanej prędkości oraz odwzorowanie żądanej geometrii. Takie rozwiązania nie wymagają dodatkowej kontroli.
Ostatnim z kluczowych parametrów jest położenie ogniska wiązki laserowej. Na to zagadnienie składają się dwa obszary. Pierwszym jest pomiar rzeczywistego położenia spawanego materiału i wyznaczenie jego relatywnej odległości od głowicy spawającej. Jest to o tyle łatwe, że dotyczy pomiaru fizycznej odległości dwóch obiektów. Istotne jest wykorzystanie do tego zadania odpowiednio dokładnych narzędzi zapewniających wystarczającą precyzję i powtarzalność.
Drugi obszar dotyczy precyzyjnego ustalenia rzeczywistej odległości od głowicy spawającej do ogniska wiązki laserowej. To zadanie charakteryzuje się dużo większą złożonością, ponieważ dotyczy znalezienia punktu wzdłuż wiązki lasera, gdzie jej średnica jest najmniejsza.
Jest kilka czynników wpływających na trudność określenia, gdzie znajduje się rzeczywiste ognisko wiązki laserowej, czyli miejsce wzdłuż wiązki o najmniejszej średnicy. Po pierwsze wiązka lasera nie jest fizycznym obiektem, co powoduje brak możliwości użycia najprostszych narzędzi pomiarowych jak miary, suwmiarki czy mikrometry. Poza tym w większości przypadków lasery wykorzystywane w przemyśle to lasery podczerwone o długości fali ok. 1060nm, która znajduje się poza zakresem widzialnym.
Kolejnym aspektem jest wielkość/średnica wiązki lasera w ognisku, która dla zestawów optycznych wykorzystywanych w produkcji baterii, czyli m.in. spawaniu miedzi czy aluminium, zawiera się w przedziale 45-60μm.
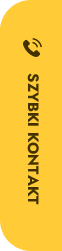
Ostatnim kluczowym ograniczeniem jest charakter wiązki laserowej, która ze względu na prawa fizyki falowej i gaussowski charakter nie może zostać skupiona w nieskończenie małym punkcie i wraz ze zbliżaniem się do punktu skupienia przybiera kształt tzw. talii. Długość tego obszaru określana jest długością Rayleigh'a i oznacza odległość, na jakiej pole przekroju wiązki zwiększa swoją powierzchnię dwukrotnie.
Złożenie powyższych zagadnień, czyli fali poza zakresem widzialnym o średnicy w punkcie skupienia na poziomie 50μm oraz zjawisko „talii”, powodują, że niezmiernie ciężko jest precyzyjnie znaleźć punkt wzdłuż wiązki lasera, gdzie ma ona najmniejszą średnicę.
Wiązka laserowa ze względu na prawa fizyki falowej, nie może zostać skupiona w nieskończenie małym punkcie — wraz ze zbliżaniem się do punktu skupienia, przybiera kształt tzw. talii.
Dokładność metody pomiarowej powinna być dostosowana do wymogów konkretnego procesu, czyli m.in. grubości spawanych elementów oraz charakterystyki układu optycznego, która bezpośrednio przekłada się na parametry wiązki lasera.
Dla procesów, gdzie łączone są elementy dobrze-spawalne takie jak stal, a grubości spawanych elementów wyrażają się w milimetrach, często używa się laserów o niższej jakości wiązki, gdzie średnica plamki w ognisku może wynosić nawet 500-700μm. Precyzja wyznaczenia położenia ogniska lasera może wynosić 0.5 do 1mm.
Jednak w procesach, gdzie łączy się materiały zaliczane do grupy trudno- lub nie-spawalnych, konieczne jest wykorzystanie zaawansowanych laserów o dużej gęstości mocy i średnicy plamki w ognisku na poziomie nawet 50μm. W takich procesach często łączy się materiały bardzo cienkie o grubościach nie przekraczających 300μm. Dla takich połączeń oczekiwana precyzja wyznaczenia położenia ogniska powinna mieścić się w zakresie 50-100μm.
Istnieje kilka metod, które można wykorzystać do wyznaczenia położenia ogniska wiązki lasera. Różnią się one poziomem skomplikowania, a co za tym idzie precyzją oraz kosztem związanym z wykorzystanym sprzętem.
Najprostszą metodą jest wykonywanie krótkich impulsów laserowych z jednoczesnym, krokowym odsuwaniem głowicy od obiektu (najczęściej anodyzowanej płytki aluminiowej). W efekcie otrzymuje się serię punktów czy linii o różnej średnicy/szerokości w zależności od odległości, w jakiej wykonany był konkretny impuls.
Na podstawie określenia, który z punktów ma najmniejszą średnicę można określić, przy jakiej odległości obiekt znajdował się w ognisku. Jest to metoda pośrednia, ponieważ nie dotyczy pomiaru samej wiązki tylko efektu jaki wywołuje ona na materiale.
Charakteryzuje się niską dokładnością z kilku powodów. Sama wielkość punktu na płytce, ze względu na efekty cieplne, jest znacząco większa od średnicy plamki lasera. Znalezienie, który punkt ma najmniejszą średnicę, często jest subiektywne i określane „na oko”.
Trzeci aspekt związany jest z efektem Rayleigh'a, ze względu na który, aby zaobserwować różnicę w średnicy punktów, konieczne jest wykonywanie impulsów z dużą różnicą odległości między punktami wzdłuż wiązki. Odległości te często wynoszą 0,5 do 1x długość Rayleigh'a, co w praktyce daje wartości na poziomie 0.5 – 1.5mm lub więcej, co określa możliwą do osiągnięcia dokładność tej metody.
Wiązka laserowa ze względu na prawa fizyki falowej nie może zostać skupiona w nieskończenie małym punkcie — wraz ze zbliżaniem się do punktu skupienia, przybiera kształt tzw. talii.
Na drugim krańcu znajdują się zaawansowane metody bezpośredniego pomiaru wiązki lasera. W metodach tych wykorzystuje się precyzyjne układy z różnego rodzaju kamerami, filtrami i rozpraszaczami energii tak, aby możliwa była obserwacja i pomiar wiązki padającej bezpośrednio na matrycę.
W takich układach przeważnie wykonuje się kilka do kilkunastu pomiarów średnicy wiązki lasera na różnej wysokości. Otrzymane wyniki są następnie aproksymowane i dopasowane do krzywej opisującej teoretyczny kształt talii zgodnie z efektem Rayleigh'a.
Tego typu rozwiązania pozwalają osiągnąć dokładność pomiaru na poziomie nawet poniżej 10μm.
Ograniczeniami tej metody są wysokie koszty wdrożenia oraz dodatkowe miejsce w maszynie pozwalające na swobodne wykonanie pomiarów. Urządzenia te są przeznaczone do zamontowania w maszynie na stałe, co oznacza, że do każdej maszyny należy kupić jedno urządzenie.
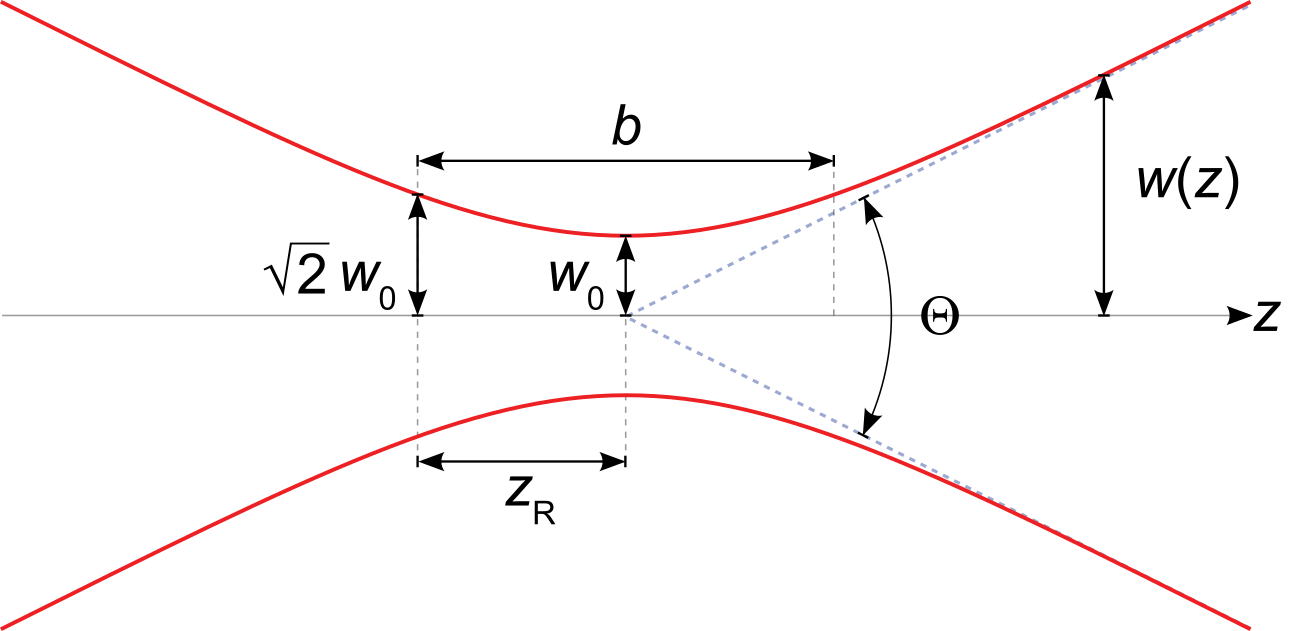
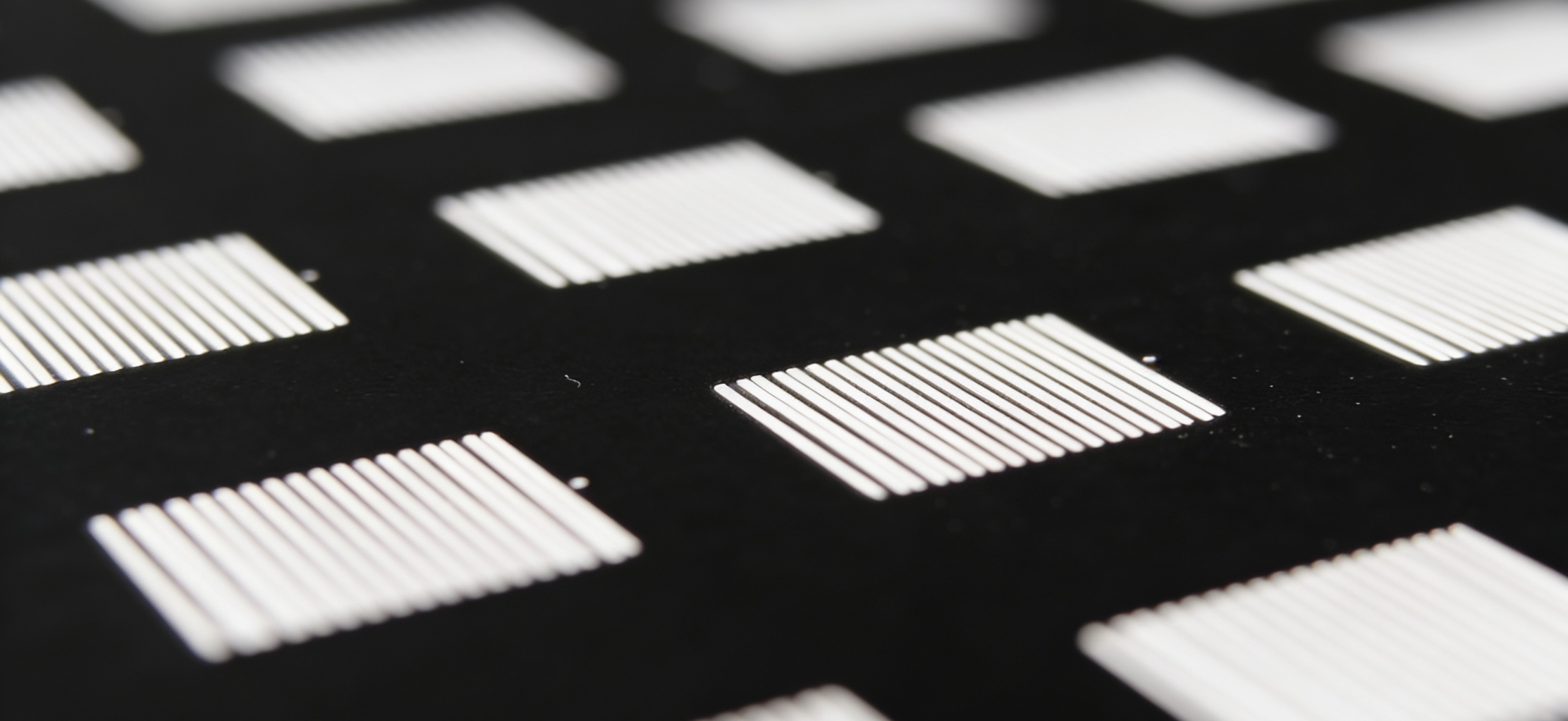
Kompromisem między tymi dwoma metodami jest rozwiązanie FocusFinder stworzone przez RMA. Metoda ta polega na wykonaniu specjalnie zaprojektowanego wzoru składającego się z linii wykonanych na odpowiednio dobranym materiale w różnych odległościach względem ogniska wiązki.
Po wygrawerowaniu wzoru płytka testowa jest skanowana dedykowanym, wysokorozdzielczym skanerem tak, aby umożliwić dalszą obróbkę numeryczną otrzymanego obrazu. Wyniki tego procesu są następnie aproksymowane podobnie jak w przypadku wcześniej opisanej metody bezpośredniej, co w rezultacie daje możliwość automatycznego wyznaczenia położenia punktu, w którym efektywna średnica wiązki lasera ma najmniejszą wielkość, czyli realnego miejsca skupienia wiązki.
Metoda ta łączy prostotę użycia z numeryczną obróbką wyników, co pozwala na wyeliminowanie subiektywnej oceny technologa czy operatora.
Rozwiązanie to może dawać wyniki z dokładnością w zakresie 50-100μm. Jest to zakres wystarczający do zapewnienia stabilnego procesu spawania wymagających materiałów przy spawaniu modułów baterii elektrycznych.
Przedstawione metody wyznaczania położenia ogniska wiązki laserowej różnią się pod wieloma względami. Do głównych różnic zaliczyć należy możliwą do osiągnięcia precyzję oraz koszt wdrożenia rozwiązania.
Dla procesów spawania wykorzystywanych przy produkcji modułów baterii elektrycznych, szczególnie przy łączeniu konektorów (busbarów) do ogniw, gdzie przeważnie stosuje się cienkie materiały, które często są ciężko spawalne (jak miedź) należy wybrać metodę, której precyzja wynosi co najmniej 100-150μm. Takie podejście pozwala na zapewnienie stabilności procesu dzięki prawidłowemu pozycjonowaniu wiązki głowicy laserowej względem spawanego materiału zapewniając powtarzalne warunki. Metody o precyzji powyżej 500μm z reguły okazują się za mało dokładne przy spawaniu materiałów o grubościach rzędu 250-300μm.
Biorąc pod uwagę koszt wdrożenia różnych metod zaobserwować można ogromny rozstrzał z metodami kosztującymi kilkadziesiąt euro – jak impulsowe grawerowanie aluminium czy stali do kilkudziesięciu tysięcy euro dla metod pomiaru bezpośredniego za pomocą skomplikowanych układów wizyjnych.
FocusFinder łączy prostotę użycia z numeryczną obróbką wyników -
eliminując subiektywną ocenę operatora i osiągając dokładność do 50 µm.
Optymalnym rozwiązaniem — łączącym wysoką dokładność pomiaru z racjonalną ceną wdrożenia — jest FocusFinder firmy RMA. W zależności od konfiguracji układu optycznego lasera i głowicy pozwala osiągnąć dokładność pomiaru na poziomie do 50μm, co gwarantuje stabilność i powtarzalność procesu spawania.
Dodatkowym atutem wpływającym na konkurencyjność tego rozwiązania jest możliwość wykorzystania go na kilku maszynach jednocześnie, co może znacząco zmniejszyć koszt wdrożenia i eksploatacji.

