

Laser welding is an advanced material joining technology that uses a high-energy laser beam. This process enables the production of welds with very high quality, repeatability, and mechanical strength while minimizing the heat-affected zone.
Thanks to high energy concentration and precise process control, laser welding is used wherever high accuracy, minimal distortion, and automation capability are required.
Laser welding involves focusing a laser beam with a very high power density, reaching levels of 10²–10¹¹ W/mm², onto a small area of material. This concentrated energy rapidly heats the metal to its melting point and, at higher parameters, may also cause partial vaporization.
The laser beam is:
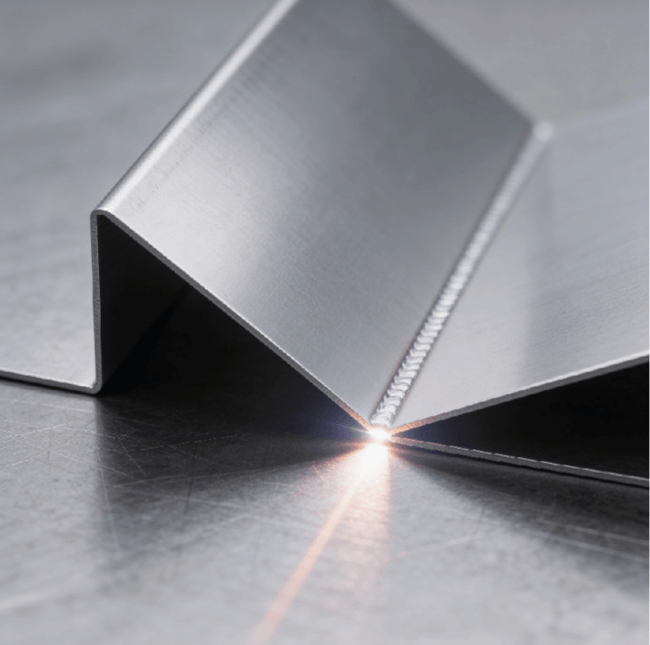
This results in a very narrow fusion zone and a minimal heat-affected zone (HAZ). Reduced heat input lowers the risk of distortion, residual stresses, and structural changes in the base material.
At sufficiently high power density, a keyhole (vapor channel) is formed, enabling deep penetration with a narrow weld.
Laser welding may be performed with or without filler material, depending on joint fit-up and metallurgical requirements.
The ability to focus the beam to a very small diameter allows welding of thin-walled components and complex geometries.
High energy density enables fast processing speeds, which is essential in high-volume production lines.
Laser welding is suitable for materials with high thermal conductivity, chemical reactivity, or significantly different physical properties.
Increasing demands for quality, weight reduction, repeatability, and Industry 4.0 integration make laser welding a key joining technology in modern manufacturing.