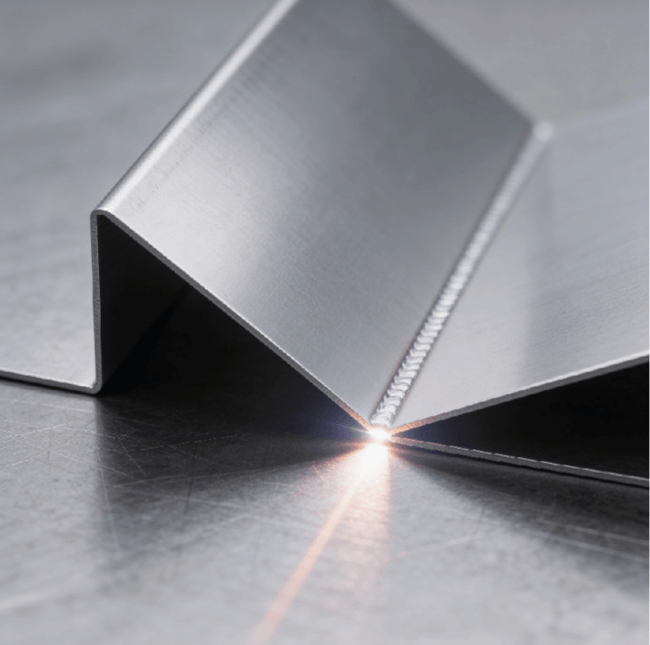


Laser welding belongs to the most modern welding methods and is a strong competitor to advanced techniques such as electron beam welding. The process is characterized by high efficiency and the ability to weld a variety of shapes in all positions, greatly increasing production productivity.
Laser welding involves fusing the contact area of joined components using heat generated by a concentrated coherent laser beam with extremely high power density. The narrow, precise weld zone ensures minimal deformation, often eliminating the need for post-processing.
Discover more about our laser technology at RMA.
Laser welding can be achieved through the creation of a weld pool, with full re-melting of the joint in a single pass or multiple layers, with or without filler material. The process uses very high beam power densities, resulting in minimal thermal input and extremely narrow heat-affected zones (HAZ).
Related reading: Laser Welding of Battery Modules – Key Technology for Modern Engineering Industries
The laser beam is delivered through optical systems (lenses and mirrors) and is focused on the weld zone. Beam absorption efficiency depends on the metal type and its surface condition. Surface preparation (e.g., matting or blackening) is crucial for optimal energy absorption.
Learn more about our laser welding systems.
Thin low-carbon steel sheets (<3 mm) can often be welded without shielding gas due to short exposure to oxidation. For reactive materials (e.g. titanium), an inert shielding gas must be used to protect the weld pool and joint ridge. Laser welding can be performed with or without filler, in single or multiple passes.
| Gas | Benefits | Drawbacks |
|---|---|---|
| Helium (He) | Excellent protection, high plasma control, smooth welds | High cost |
| Argon (Ar) | Good oxidation protection, moderate cost | Requires careful nozzle placement to avoid roughness |
| Nitrogen (N) | Deeper penetration at high speed, low cost | Lower process stability, uneven joints |
| Carbon Dioxide (CO₂) | Good for low-carbon steel, smooth welds, low cost | Not effective on Cr/Ni or titanium-based alloys |
Laser welding is suitable for a wide range of materials such as structural steels, alloy steels, duplex, Cr/Ni, high-strength low-alloy steels, aluminum, titanium, nickel, magnesium, and even chemically active metals.
The key challenge lies in metallurgical processes involving rapid heating (>10,000°C/sec) and cooling, which can cause microstructural issues such as cracks or porosity. Therefore, materials prone to hardening structures should be preheated or post-weld annealed as required.
Laser welding is a high-throughput technology ideal for automated, high-volume manufacturing—especially for small, thin-walled components.
Whether you're working in battery manufacturing or high-precision metal joining, our engineers are here to support you.
📩 Contact us or email directly at sales@myrma.eu to begin your laser process design today.