Das Laserschweißen ist eines der modernsten Schweißverfahren, das sich durch hohe Präzision, Geschwindigkeit und Flexibilität auszeichnet. Im Vergleich zu klassischen Verfahren wie WIG, MAG oder Elektrodenschweißen bietet das Laserschweißen erhebliche Vorteile – insbesondere in der Batterieindustrie und bei der Fertigung von Hochpräzisionsbauteilen.
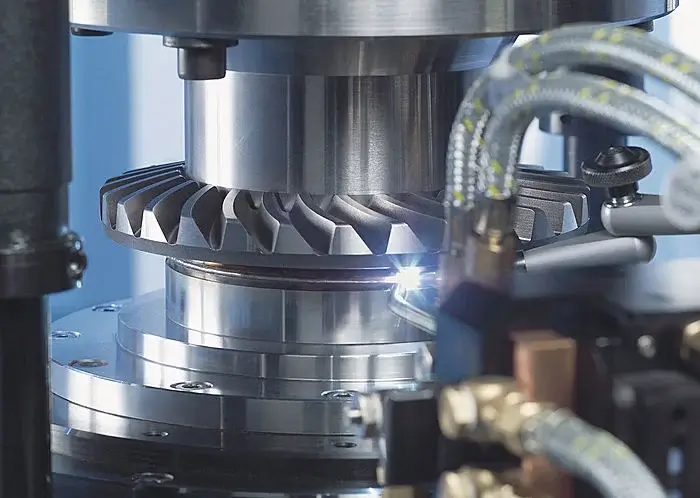
Beim Laserschweißen wird der Kontaktbereich der zu verbindenden Werkstücke mit Wärme aufgeschmolzen. Ein gebündelter und fokussierter Laserstrahl mit sehr hoher Leistungsdichte trifft auf die Schweißnaht und erzeugt ein lokales Schmelzbad. Dank der geringen thermischen Belastung bleibt die Materialverformung minimal, sodass keine zusätzliche mechanische Nachbearbeitung notwendig ist.
Mehr über die zugrunde liegende Laserschweißtechnologie bei RMA.
Das Schmelzbad entsteht durch vollständiges Umschmelzen der Fuge – mit oder ohne Zusatzmaterial. Die sehr hohe Energieeffizienz des Lasers reduziert die Wärmebeeinflussung und ermöglicht eine exakte Steuerung des Schweißvorgangs.
Lesen Sie auch: Laserschweißen von Batteriemodulen – Schlüsseltechnologie für moderne Ingenieurbranchen
In der Industrie werden vor allem zwei Lasertypen eingesetzt:
Mehr dazu unter: Technologie – Laserlösungen bei RMA
| Schutzgas | Vorteile | Nachteile |
|---|---|---|
| Helium (He) | Sehr guter Oxidationsschutz, glatte Schweißnaht | Teuer, empfindlich auf Düsenqualität |
| Argon (Ar) | Günstiger, guter Oxidationsschutz | Kann zu rauer Naht führen bei schlechter Düsenausrichtung |
| Stickstoff (N₂) | Günstig, tieferes Keyhole möglich | Geringere Prozessstabilität |
| Kohlendioxid (CO₂) | Gut für Kohlenstoffstähle | Kein Schutz bei Cr/Ni-Stählen und Titan |
Geeignet für Materialien wie:
Typische Probleme:
Diese lassen sich durch moderne Laseranlagen und Prozessoptimierung überwinden.
Insbesondere in der E-Mobilität und Batterieproduktion ist Laserschweißen unverzichtbar. Es ermöglicht hochpräzises Fügen von Zellverbindern, Modulgehäusen oder Stromableitungen – mit einer Schweißgeschwindigkeit von bis zu 15 Zellen pro Sekunde.
Jetzt mehr erfahren über Laserschweißen für Batterien
Das Laserschweißen ist eine Schlüsseltechnologie für die Industrie 4.0 – flexibel, präzise, wirtschaftlich. Unternehmen, die auf diese Technologie setzen, profitieren von enormen Effizienzsteigerungen und einer hohen Produktqualität.
📩 Haben Sie Fragen oder möchten Sie eine individuelle Beratung?
Kontaktieren Sie uns gerne über unsere Kontaktseite – wir helfen Ihnen weiter!